【
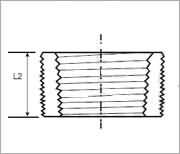
螺纹管塞(堵头)
】 产品详细参数 浏览 次 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
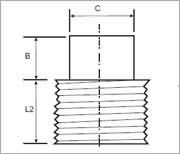
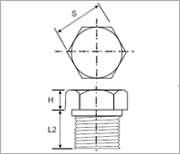
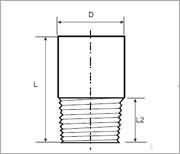
| 方头螺纹管塞 | 六角头螺纹管塞 | 圆头螺纹 管塞 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Square Head Plug | Hex Head Plug | Round Head Plug | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
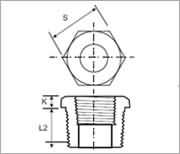
| 六角头内外螺纹接头(补芯) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hex Head Bushing | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 螺纹管塞在预埋线管时,用此管塞塞入线管端部使管塞与线管成闭封性,其特征是:在浇灌混泥土时能有效的防止水泥浆渗入线管内,防止线管堵塞。在线路安装时快捷、方便,且此管塞结构简单,体积又小,方便操作,可反复多次使用。 螺纹管塞采用模锻和切削加工的方法成形,螺纹管塞、补芯的规格以公称通径DN表示。螺纹管塞的螺纹型式应符合GB/T12716《60°密封管螺纹》标准;螺纹管塞、补芯的螺纹端部应进行倒角,以便连接和保护螺纹,对于内螺纹,倒角直径不应大于螺纹大径,深度不应小于螺距的二分之一,并与螺纹轴成45°的夹角对于外螺纹,倒角与螺纹轴向呈35°~45°的夹角。螺纹管塞毛坯模锻时可应用局部加热的方法。加热时,毛坯需要全部清理,除去油污,避免因受生锈和腐蚀形成表面污点。在用多火次模锻时,模锻加热温度应在两火之间间隔时间的延长而降低,避免管塞已发生静态再结晶的晶粒长大,同时,管塞再加热的程度可以随着愈接近管塞成品。除了合理的热处理制度外,管塞在模锻的过程中,通过均匀的分配变形量,特别是加大 后一次的模锻变形的大小,对改善管塞晶界状态获得良好的组织性能,对管塞无疑是非常重要的了。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
注:上述尺寸符合GB/T4626、ANSI B16.11、BS3799标准 Above dimensions acc.to the standard of GB/T14626、ANSI B16.11、BS3799 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

相关信息